
- Что такое волочение
- Назначение процедуры
- Где используется
- Виды волочения
- По типу процедуры
- По чистоте обработки
- По кратности переходов
- По обработке
- По подвижности
- По нагреву
- Особенности процедуры волочения
- Подготовка заготовок
- Необходимое оборудование
- Методы волочения и схемы
- Барабанное
- Беззабивочное
- Безоправочное
- Этапы волочения
- Особенности работы с медной проволокой
- Способы удаления окалины
- Химический
- Механический
- Электрохимический
- Комбинированный
- Плюсы и минусы волочения
Среди методов обработки металлов давлением волочение является одним из наиболее часто применяемых. Этим способом получают проволоку и другую продукцию высокого качества с поперечным сечением любой формы и размера. Существует несколько разновидностей технологии.
Что такое волочение
Операция состоит в протягивании металлической заготовки сквозь фильеру – отверстие с размерами меньшими, чем у нее. В результате сдавливания исходное изделие становится более тонким и длинным, возможно изменение формы поперечного сечения.
Назначение процедуры
Волочение применяется для изготовления следующих видов продукции:
- проволоки толщиной до 1-10 мкм;
- прута, в т. ч. фасонного;
- профилированных труб и круглых – диаметром 0,3-500 мм и толщиной стенки 0,05-6 мм.
Из полученного фасонного профиля путем разрезания изготавливают опорные призмы, сегментные шпонки, шлицевые валики и др.
Где используется
Метод задействуют в металлургическом производстве. Область применения получаемых изделий – самая широкая.

Например, с помощью волочения изготавливают следующие виды проволоки:
- электротехническую, используемую для сварочных работ;
- вязочную;
- нагартованную;
- пружинную нержавеющую.
Из этой продукции делают:
- провода и кабели;
- тросы;
- сетку-рабицу и пр.
Прут используют в разных целях, например, в качестве арматуры.
Трубы – для создания металлоконструкций и транспортирования жидких или газообразных продуктов.
Виды волочения
Существует несколько вариантов метода.
Выбор зависит от ряда критериев:
- материала заготовки;
- размеров сечения конечного изделия;
- требуемой производительности.

По типу процедуры
Различают следующие виды волочения:
- сухое;
- мокрое.
Разница состоит в способе нанесения смазки. В первом случае заготовка перед фильерой погружается в мыльный порошок, во втором – в эмульсию.
Такая обработка дает следующий положительный эффект:
- уменьшает тепловыделение;
- снижает энергозатраты на волочение;
- продлевает срок службы инструмента.
По чистоте обработки
Существует 2 типа операций:
- черновые;
- чистовые.

Первые выступают промежуточным этапом. Полученные с их помощью изделия служат заготовками для чистовых операций, результатом которых становятся проволока или прут требуемых размера, формы и качества.
По кратности переходов
Под кратностью понимают число проходов, т. е. протяжек сквозь фильеры разного диаметра, которым подвергают 1 заготовку.
Различают следующие виды процедуры:
- однократную;
- многократную.
В ряде случаев (например, при волочении медной проволоки) число проходов достигает 18-22.
Однократный метод в основном используют для изготовления толстой, плохо деформируемой проволоки диаметром 8-20 мм.
По обработке
Существует показатель параллельности обработки. Он обозначает, сколько заготовок подвергается волочению одновременно.

По этому признаку различают следующие виды процедуры:
- однониточную;
- многониточную (чаще всего обрабатываются 2, 4 или 8 заготовок).
По подвижности
Применяют следующие разновидности волок:
- неподвижную;
- вращающуюся относительно продольной оси канала.
Второй тип используют для изготовления изделий круглого сечения.
Вращение позволяет выиграть в следующем:
- снижается коэффициент трения;
- износ инструмента уменьшается и становится равномерным.
Недостаток – требуются сложный привод и дополнительные затраты энергии, обеспечивающие скорость вращения в 50-200 об/мин.
По нагреву
Волочение бывает:
- Холодным. Заготовка имеет температуру +60…+180°С. Так обрабатывают высоколегированные стали с аустенитной и аустенитно-ферритной структурой. Незначительный нагрев повышает пластичность материала и улучшает механические свойства проволоки, при этом аустенит остается стабильным.
- Тепловым. Предполагает нагрев до рекристаллизационной температуры – около +500°С. Метод используют для обработки быстрорежущей стали.
- Горячим. Заготовку нагревают до зарекристаллизационных температур – около +900°С. Метод используют для обработки малопластичных металлов. С его помощью, например, осуществляют волочение алюминиевой проволоки, заготовок из титана, молибдена, иридия, вольфрама и их сплавов.

Нагрев обрабатываемого материала производят электроконтактным или индукционным способом.
Особенности процедуры волочения
Технологический процесс считается несложным. Для получения качественных изделий нужно только правильно подобрать параметры процедуры.
Подготовка заготовок
Перед подачей в волоку заготовку подвергают следующим видам обработки:
- Удалению окалины. Она мешает волочению и сокращает срок службы инструмента.
- Отжигу. Процедура представляет собой нагрев с медленным остыванием. Снимает внутренние напряжения в материале, делает его пластичным, а структуру – мелкозернистой.
- Заострению и выравниванию конца молотом или ковочными валками. Без этого заготовку не удастся заправить в узкую фильеру.
Необходимое оборудование
Машина для изготовления прутков и других изделий данным методом называется волочильным станом.
Ее основными элементами являются:
- механизм для создания тягового усилия;
- обойма с установленной в нее волокой (волочильная доска).
.jpg)
Широкое распространение получили машины компаний UDZWG (Германия) и Samp SpA (Италия).
Инструмент изготавливают из материалов со следующими характеристиками:
- высокой твердостью;
- устойчивостью к истиранию;
- низкой вязкостью.
Для этого подходят:
- Качественные инструментальные стали марок У8 – У12. Для придания износоустойчивости их подвергают термообработке и хромируют.
- Хромомолибденовые стали (например, марки Х12М). Стенки канала упрочняют в холодном состоянии, нагрев и хромирование не применяют.
- Прочие стали (например, марок ШХ15 и 40Х5Т). Упрочнение достигается термообработкой, хромированием, цементацией и другими методами. Твердосплавным инструментом оснащают машины среднего волочения.
- Твердые металлокерамические материалы. Их основой служат термокорунд, карбиды бора, титана, тантала, молибдена, вольфрама. В качестве металлической связки вводят кобальт.
- Природные и технические алмазы. Такой инструмент используют для получения изделий из цветных металлов и их сплавов. Алмазы имеют небольшие размеры, поэтому диаметр выполненных в них фильер не превышает 2 мм.
Стальной инструмент используют для грубого волочения, алмазный – для тонкого.
Волоки бывают:
- монолитными;
- составными.

Вторые в основном используют для производства фасонных профилей.
Такой инструмент имеет следующие достоинства:
- универсальность;
- повышенную износостойкость и простой ремонт путем замены вкладыша;
- возможность компоновать волоку с крупным отверстием из небольших твердосплавных фрагментов;
- высокую скорость операции.
Фильеры для волочения проволоки имеют круглое сечение, их чаще всего выполняют в монолитных волоках.
Для исследования процесса обработки и наладки оборудования используют тренажер эмулятор волочильного стана.
Методы волочения и схемы
Используют разные виды машин. Выбор зависит от того, какой конечный продукт нужно получить. Крупное предприятие располагает целым парком станов.
Для производства изделий ограниченной длины, например калиброванного прутка и труб большого диаметра, используют машины с прямолинейной подачей. Тяговое усилие создает цепной, реечный или винтовой привод.
Барабанное
Это вариант для длинномерной продукции – проволоки и др., поставляемой в бухтах. Конечный продукт наматывается на бобину, создающую тяговое усилие. Ее диаметр не превышает 750 мм.

Барабанное волочение полностью автоматизировано. Обслуживание бобины и укладку заготовок осуществляют подъемники.
Беззабивочное
В этом методе заготовку не вытягивают из фильеры, а проталкивают в нее с другой стороны. В результате удается сократить продолжительность процедуры за счет отказа от операций по подготовке захватки.
Безоправочное
Оправка – это деталь, используемая для выравнивания внутренней поверхности получаемой волочением трубы.
Обработка без этого инструмента производится в 2 этапа:
- первая волока центрует заготовку;
- вторая – обжимает ее.
.jpg)
Недостатки безоправочного волочения:
- низкое качество внутренней поверхности;
- разная толщина стенки.
Из-за этого этот метод в основном применяют как промежуточный, для уменьшения диаметра протягиваемой трубы.
Для тонких изделий он может играть роль отделочной операции.
Этапы волочения
Полный цикл включает в себя следующие операции:
- Удаление окалины.
- Сушку.
- Отжиг.
- Оконцовку с помощью молота или ковочных валков.
- Волочение.
- Термическую обработку с целью устранить наклеп и сделать материал мягким, устойчивым к разрывам.
- Финишные операции: цинкование, разрезание на фрагменты, маркировку, нанесение консервационной смазки.
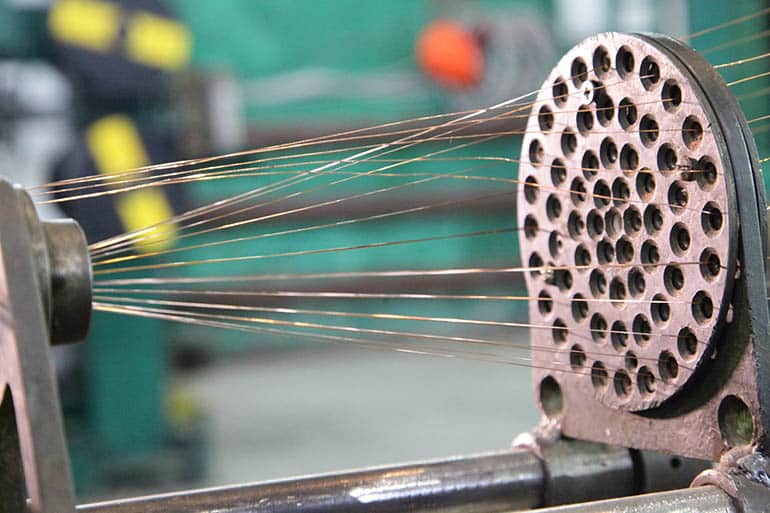
Особенности работы с медной проволокой
Для производства данного продукта используют заготовки, полученные методом литья. На первом этапе их сплавляют в единое целое и подвергают прокатке.
.jpg)
На поверхности меди, как и алюминия, образуется оксидная пленка. Ее удаляют с помощью водного раствора серной кислоты, разогретого до +45…+55°С. Если этого не сделать, качество проволоки будет неудовлетворительным.
Особенности технологического процесса:
- заготовку смазывают мыльно-масляной эмульсией;
- используют алмазные волоки и станы с кратностью от 15 до 22.
При производстве медной проволоки диаметром до 50 мкм применяют погружной метод.
В этой схеме заготовку опускают в смазку, промежуточный отжиг не используют.
Способы удаления окалины
Заготовку освобождают от окалины разными методами. Часто их применяют совместно.
Химический
Используют растворы кислот – азотной, соляной, фосфорной, плавиковой и др.
Перед погружением заготовку подвергают следующим видам обработки:
- обезжириванию;
- шлифованию;
- полировке;
- вырезанию бракованных участков.

Раствор нагревают до температуры +50°С. После обработки заготовку моют в воде или растворителе и сушат 1 час в печи при температуре +75…+100°С. Правильно обработанный металл становится матовым.
Недостаток очистки кислотами состоит в том, что процедура сопряжена с риском для здоровья и требует от волочильщика умения работать с опасными веществами.
Механический
Заготовку сгибают, скручивают и растягивают, а затем обрабатывают инструментами:
- абразивными щетками;
- иглорезами;
- микрорезцовыми приборами.

Электрохимический
Травление кислотой сочетают с действием постоянного электрического тока.
Различают 2 разновидности метода:
- Анодный. К заготовке подсоединяют положительны полюс источника тока. В результате на ней собирается кислород, что приводит к отслоению оксидов. Метод используют для удаления тонких пленок с поверхности легированной и углеродистой стали.
- Катодный. Подсоединяют отрицательный полюс, в результате на заготовке собирается водород. Он восстанавливает оксиды железа. Это более опасный метод: отслоение окалины невозможно точно контролировать, металл часто становится хрупким.
Комбинированный
Подразумевает совмещение химического и электрохимического методов. Комбинированный способ используют в наиболее сложных случаях.
Плюсы и минусы волочения
Достоинствами технологии являются:
- высокая производительность: у современных машин показатель достигает 60 м/с;
- возможность полной автоматизации;
- точность геометрических параметров изделия;
- качество их поверхности;
- возможность получения конечного продукта с диаметром до 1-2 мкм.
Недостатки:
- высокая стоимость волоки;
- частые промежуточные отжиги;
- необходимость термической обработки конечного продукта;
- ограниченная номенклатура изделий.
Несмотря на некоторые неудобства, метод востребован, т. к. продукция, полученная с его помощью, широко используется как в промышленности, так и в быту.
-335x220.jpg)





